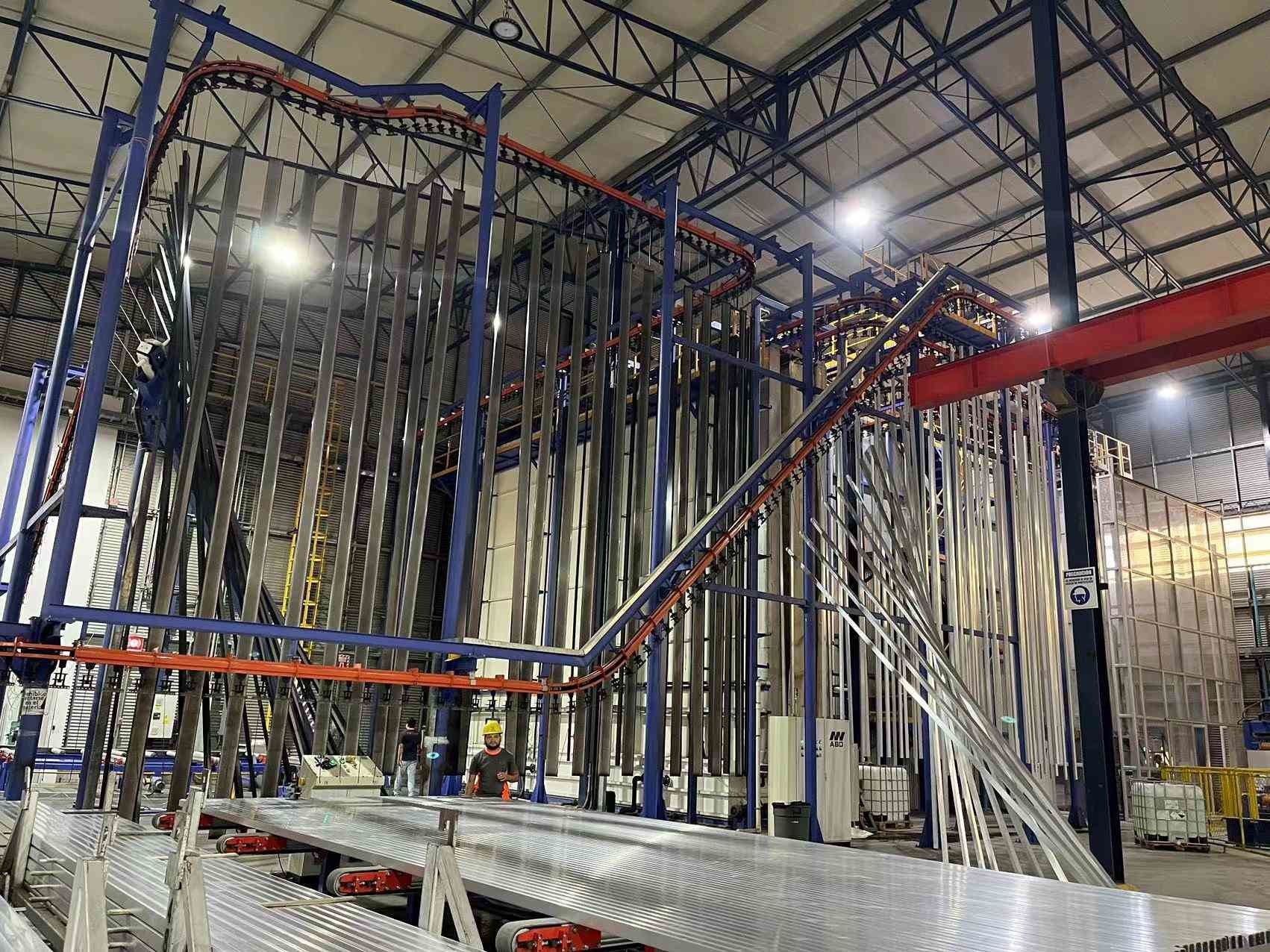
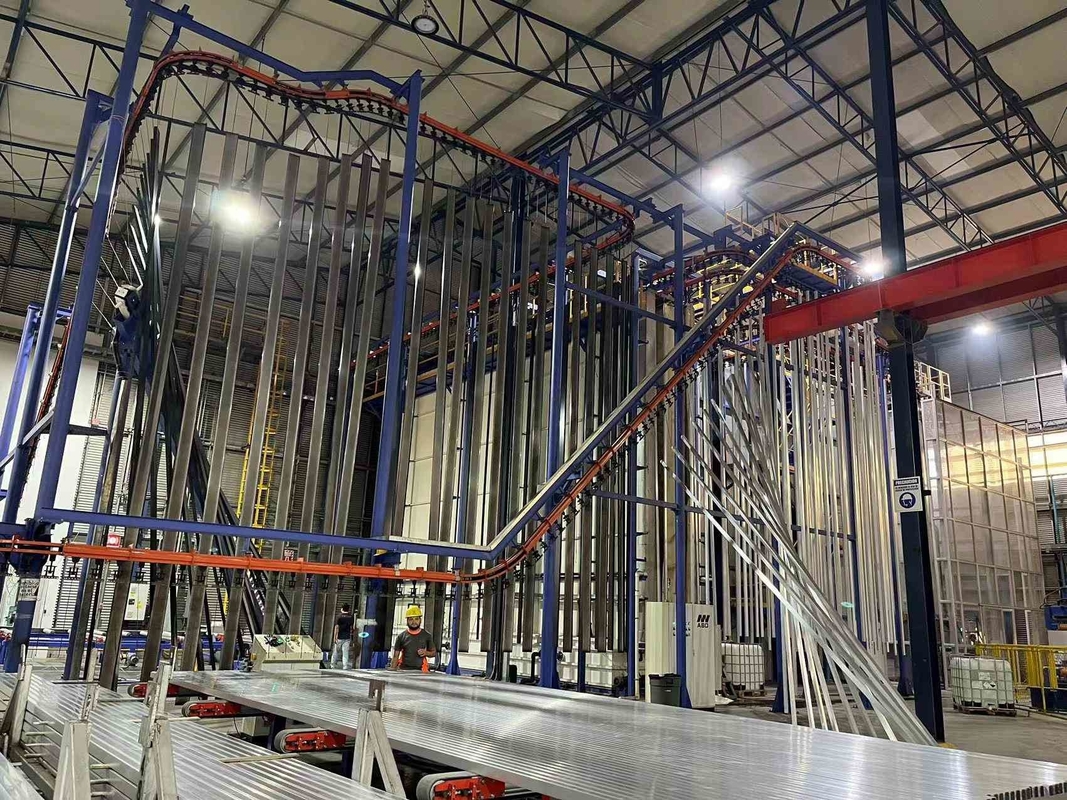
Проект линии вертикального порошкового покрытия алюминиевых профилей с сертификацией CE высокой производительности
Центр подачи порошка с предварительной обработкой в распылительном туннеле
Линия вертикального порошкового покрытия с лучшим оборудованием для обработки поверхности
Это предложение разработано для линии вертикального порошкового покрытия алюминиевых профилей — один стенд
1. Данные проекта
A, Материал покрытия: Алюминиевый профиль
B, Техническое описание: Загрузка, предварительная обработка, сушка, порошковое покрытие, отверждение, выгрузка.
C, спецификации профиля покрытия:
a, Максимальный размер профиля: 100 мм × 200 мм × L7000 мм
b, Максимальный вес профиля: 30 кг
c, Стандартный вес: 3,5 кг
d, Стандартная площадь поверхности профиля: 400 м2/T
2. Энергоснабжение
A, Электропитание
Однофазное напряжение: 220 В + 10%
Трехфазное напряжение: 380 В + 10%
Частота: 50 Гц
Линия оборудования и нулевая линия
B, Природный газ
3. Сжатый воздух
A, Давление: 7,0 бар
B, Максимальный расход пара: 1,3 г/нм3
C, Максимальное содержание масла: 0,01 ppm
D, Максимальный поток сжатого воздуха: 8 м3/мин
4. Требуется промышленная вода
A, Давление: 3+0,2 бар
B, Поток: 5 м3/ч
5. Порошок
A, Характеристика порошка: LEL≥40 г/Нм3
6. Производственная мощность
Скорость конвейерной цепи: 1,2 м/минуту
Общее количество покрытых деталей в час: 1200 мм/минуту ÷ 150 мм/шт. × 60 минут = 480 шт./час
Общий вес в час: 480 шт. × 3,5 кг/шт. = 1,68 тонн/час
Ежедневная производительность: 1,68 тонн x 16 часов/день = 26,8 тонн/день
Ежемесячная производительность: 26,8 тонн/день × 25 дней/месяц = 670 тонн/месяц

Особенность: Автоматическая линия вертикального порошкового покрытия для оборудования для обработки поверхности алюминиевых профилей. Экономия газа и энергии, экономия пространства. Высокое качество, высокая производительность, гладкое и долговечное покрытие.
Основные компоненты:Система подвесного конвейера порошкового покрытия, система загрузки и выгрузки, предварительная обработка, сушильная печь, камера порошкового покрытия и система рециркуляции, печь отверждения, система электрического управления, пистолеты-распылители порошкового покрытия, центр подачи порошка, воздушный компрессор, система машины для деионизированной воды и так далее.
Обычный процесс порошкового покрытия: Выгрузка - Ополаскивание - Предварительное обезжиривание - Обезжиривание - Ополаскивание - Ополаскивание - Чистая вода - Пассивация - Ополаскивание - Чистая вода - Сушка - Порошковое покрытие - Отверждение - Выгрузка.
Процедуры работы вертикального порошкового распыления следующие:
1, Для порошкового распыления профилей предварительная обработка чрезвычайно важна. На поверхности экструдированного профиля образуется слой естественной оксидной пленки с определенными масляными пятнами и посторонними веществами, которые необходимо очистить химической обработкой перед распылением.
2, Процесс предварительной обработки: Обезжиривание ---[ 1,5-5 минут ] --- промывка [0,5-1 минута ]--- промывка [0,5-1 минута ]--- регулировка кислотной поверхности [1,5-5 минут - -- промывка [0,5-1 минута ]--- промывка [ 0,5-1 минута ]--- заточка [0,5-2 минуты ]--- промывка[ 0,5 --1 мин ]-- Промывка чистой водой [1-- 2 мин].
3, Цель обезжиривания: Цель обезжиривания - удалить масляные пятна с поверхности профиля и обеспечить чистоту поверхности при попадании профиля в хромирующую ванну.
4, Параметры процесса обезжиривания: Во время производства анализируйте концентрацию свободной кислоты в жидкости ванны каждые два часа, регулируйте жидкость ванны в соответствии с результатами анализа и время от времени очищайте поверхность жидкости ванны, не меняя жидкость ванны.
5, Цель кондиционирования кислотной поверхности: Основная цель обработки кислотной поверхности - дополнительно удалить масло с профиля, чтобы поверхность профиля обнажила свежую матрицу, чтобы облегчить плавную реакцию хромирования. Анализируйте концентрацию раствора ванны каждые два часа и корректируйте в соответствии с результатами анализа. При нормальных обстоятельствах жидкость ванны не нужно заменять, и ее можно использовать в течение длительного времени.
6, Цель хромирующей ванны: Это очень важно для хромирующей ванны для распыления алюминия. На поверхности хромированного профиля образуется светло-желтое химическое конверсионное покрытие. Атмосферостойкость распыленных профилей. Анализируйте аномалии в жидкости ванны каждые два часа и вносите коррективы в соответствии с результатами анализа. Как правило, жидкость ванны заменяется каждые 2000 тонн производства, и жидкость ванны пополняется время от времени.
7, Хромированные профили поступают в сушильную печь для сушки поверхности. Температура сушки должна быть от 80 до 90 градусов и не должна превышать 95 градусов, в противном случае это повлияет на качество адгезии между покрытием и профилями.
8, Высушенные профили поступают в распылительную камеру со скоростью цепи 1—2,5/м для распыления (скорость цепи регулируется в соответствии с потребностями заказчика).
9, Через очищенный и отфильтрованный воздух под давлением [7-8 кг] порошок равномерно распыляется на заготовки с помощью электростатического порошкового пистолета; электростатическое напряжение 45-90 кВт и соответствующая система подачи порошка и параметры для обеспечения того, чтобы покрытие достигло установленных После требований процесса процесс распыления завершен.
10, После распыления войдите в печь отверждения для выравнивания и отверждения. Температура отверждения должна быть в пределах [195-215 градусов], а время отверждения должно быть в пределах [15-25 минут].
11, Профили, которые были отверждены и выпущены, нагреваются в целом. Не прикасайтесь к поверхности профилей голыми руками. После охлаждения их можно снять с полки. После снятия с полки проверьте распыленные изделия. Поверхность должна быть гладкой, а покрытие должно быть равномерным. следы, апельсиновая корка и другие явления, а затем могут быть упакованы после прохождения профессионального контроля качества.
О нас
Компания Foshan ABD Equipment Co., Ltd была основана в 2003 году. С момента основания ABD проделала большую работу по проектированию, производству и установке оборудования для обработки поверхности алюминия, включая линии электростатического порошкового покрытия, линии анодирования и окрашивания, а также линии жидкостной покраски фторуглерода. Мы создадим индивидуальные проекты и предоставим вертикальные и горизонтальные типы для каждого клиента в соответствии с его индивидуальными потребностями.
Производственная мощность и технический уровень компании всегда занимали лидирующие позиции в той же отрасли. Наши продукты получили несколько национальных патентов на изобретения до и после, а также успешно прошли сертификацию CE в 2012 году. В то же время высококачественная продукция также была признана и удостоена нескольких почетных званий компанией в отрасли, включая высокотехнологичные предприятия, ведущие предприятия в зоне высоких технологий Фошань в 2020 году, предприятия-газели в зоне высоких технологий Фошань в 2019 году, ведущие предприятия в сегментированных отраслях в городе Фошань, ключевые рекомендуемые продукты в алюминиевой перерабатывающей промышленности в районе Саншуй, город Фошань, отличные поставщики в 2019 году и 20 лучших китайских брендов алюминиевого оборудования, предприятие-чемпион в производстве Фошаньской зоны высоких технологий 2020 года, специализирующееся на малых и средних предприятиях, инновационных малых и средних предприятиях в провинции Гуандун и т. д. Отличное качество и обслуживание делают «Anbang Equipment» экспортируемым в более чем 35 стран и регионов мира, включая США, Австралию, Новую Зеландию, Вьетнам, Малайзию, Индонезию, Шри-Ланку, Объединенные Арабские Эмираты, Саудовскую Аравию, Катар, Кувейт, Турцию, Египет, Алжир, Анголу, Мексику, Колумбию и т. д.
FAQ
1. Что нам следует предоставить, если мы заинтересованы в вашем оборудовании?
A. Материал/размер (макс.)/вес (макс.) ваших заготовок.
B. Какова ожидаемая производительность этого оборудования (8 часов/день или 30 дней/месяц)?
C. Доступное пространство в мастерской, в котором вы планируете разместить этот комплект оборудования (в ДхШхВ)?
D. Какое топливо вы предпочитаете использовать для системы отопления: электричество, газ, сжиженный нефтяной газ, дизельное топливо или другое?
2. Как установить оборудование после покупки вашего оборудования?
A. Мы предоставим установочные документы, 3D-сборочный чертеж или видео по установке для руководства по установке.
B. Наш инженер будет руководить установкой и отладкой оборудования в режиме онлайн.
C. При необходимости мы можем организовать установщиков на вашем заводе для руководства по установке, эта услуга платная.
D. После отладки будет предоставлено полное обучение и регулярное отслеживание использования оборудования.
3. Как осуществляется послепродажное обслуживание вашей компании?
A. Гарантия на детали 1 год, детали в основном включают вентиляторы, горелки, электрические компоненты шкафа управления, металлическую конструкцию, стеновые панели и т. д., за исключением случаев повреждения, вызванного человеком.
B. Пока вы используете наше оборудование, наша техническая поддержка всегда будет онлайн
Надеемся, что наша теплая компания сможет встретить вас дружелюбно и подарить вам незабываемые впечатления.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!